| In most milling operations processing starts in the forest. Once the tree is felled, the crown is removed. The crown consists of the upper branches and most of the leaves. In many cases the crown and branches are left in the forest as a source of humus for the forest floor and to act as mulch. In some cases, the larger branches may be removed and chipped for the pulp and paper industries. In most cases, bark is also removed in the forest, and may be collected to be used in horticultural products or may be left in the forest. Logs are separated into those that will be used for veneers, and those that will be used as sawn sections. Veneers from Peeler Logs The best logs may be sent to a peeling plant for the manufacture of veneers. A number of different processes can be used to veneers, but these steps are the more traditional ones: • Logs are stockpiled under water sprays to prevent them from drying out. • The logs are then boiled to ensure that they are fully saturated and the ligning is as soft as possible. • The logs are then peeled or sliced to produce sheets of thin wood or veneers. The veneers can be dried very quickly as they are very thin. • Different timber products can be made by applying glue to the veneers and then arranging them in the required pattern. • The laid up veneers are then pressed at high temperature and the glue dries and locks the product into shape. Timber from Saw Logs Other logs will be classed as “saw logs” and sent to a saw mill for conversion to sawn timber and sawn timber products. Again, there are very many different ways of handling timber in saw mills, but the steps outlined here are the most common ones: • Logs are stockpiled under water sprays to prevent them from splitting as they rapidly dry out. • The logs are then sawn into rectangular shapes in the “green mill”. Here the logs are fully saturated and the saws leave a rough surface on the wood, as some of the fibres are torn out rather than cut. • For seasoned timber products, seasoning or drying of the rectangular sections takes place. This is removal of much of the moisture from inside the timber. • Seasoned products are then machined to give smooth or shaped surfaces. • All sawn products are graded, which entails characterising the likely performance of the timber and stamping each piece so that it can be identified in a sale yard or on a job site as having a given grade. Log Breakdown Conversion 1 – Log preparation The first step in the conversion of logs to wood is the preparation of the log. The branches and bark are removed from the tree trunks prior to any processing. Removing the bark leaves all the heartwood, and most of the sapwood. The process is now a mechanised one that takes place on the forest floor. Where the logs are to be used as poles or piles, some specifications may call for removal of the sapwood. This can shape the log so that it is perfectly round, has sixteen or more faces, or is true to the original shape of the tree. Conversion 2 – Log breakdown Logs are pretty difficult to handle because of their cylindrical shape, so the first steps in a normal saw mill operation involves cutting the logs to provide flat surfaces. There are many different cutting patterns used to produce timber – the following are two examples: Splits – The first saw cut is through the centre of the log to give two splits, each of which has a flat face for registering in further cutting operations. A characteristic of splits is that the pith is always on or close to one edge of each of the splits. Some timber cut using this pattern will have the pith on or near an edge. 
Cants – The first saw cuts go either side of the corewood in the very centre of the log. The pieces that are left on the outside are called wings, and the almost-rectangular piece from the centre is called a centre cant. A characteristic of the centre cant is that the pith is always in the centre of a big piece of wood. This is known as “boxed heart”. Corewood can cause problems where it is close to one corner or edge. This cutting pattern allows the corewood to be locked into the centre of a reasonable sized section. 
Conversion 3 – green sawn Once some flat surfaces have been established by the breakdown saw, the other saws in the green mill can cut the various pieces into marketable timber. Each mill establishes its own cutting patterns for different sized logs, in an attempt to maximise the number of pieces cut in the most popular sizes. Sawing Patterns The following describes a number of different cutting patterns. Each cutting pattern produces timber with a distinct appearance and character. If a particular cutting pattern is specified (eg quarter sawn), it may require longer lead times to fill an order if current stocks do not comply with the designated cutting pattern. It can be useful with appearance products to specify that the majority of timber products supplied should be of a particular pattern. Each type has its advantages and disadvantages. 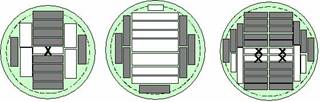
Quarter Sawn Timber • Growth rings are parallel to the short face. The long face of every board is close to a radial face. A large number of growth rings can be seen on this face. • Very large logs are required to saw large boards if they are to be quarter sawn, as the maximum depth of board is less than the radius of the log. • Advantages • best grain shows on face • good wearing surface for floors, furniture • radial face preferred for coatings • lower width shrinkage on drying • less cupping and warp than other cuts • can be successfully reconditioned Disadvantages: • slower seasoning • nailing on face more prone to splitting Back Sawn Timber Unless specified otherwise, most structural timber and many appearance products are currently backsawn or close to backsawn. Backsawn timber is characterised by: • The long face of each board is close to a tangential face, and the short face is close to a radial face. • Growth rings parallel to long edge. The wide face does not intersect many growth rings. The growth rings on the wide face appear to be very wide apart, and some interesting patterns can be seen. • This cut offers more flexibility in that quite large boards can be backsawn from the wings of logs. Here the maximum depth can be just less than the diameter of the log. 
Advantages: • seasons more rapidly • good figure on face • less prone to splitting when nailing • wide sections possible • few knots on edge Disadvantages: • shrink more across width when drying • more likely to warp and cup • collapsed timber more difficult to recondition Radial Sawn Timber This cut is not very common at all, and if required would need special negotiation with the mill. However, radial sawing has an efficiency that the other cuts cannot possibly achieve, and makes optimal use of a log. • Because of the cutting pattern, each piece of radially sawn timber is a wedge shape. It has sapwood on the wider edge and pith or corewood at the point. • As real logs are not perfectly round and not perfectly straight, each radially sawn board reflects the longitudinal shape of the log. These details can make for interesting architectural use of the timber. The advantages and disadvantages of this cut are shown on the slide. 
Advantages: • dimensional stability • less prone to warping, cupping • less wastage in milling Disadvantages: • wedge shaped cross section • more difficult to detail • more difficult to stack |