| Glulam is short for Glued Lamination, a process in which large structural members can be made from a large number of smaller pieces. This process produces larger size and longer length members, which have the additional advantage of increased strength capabilities compared with that of the individual member. The manufacture and grading of structural glulam is covered in the product standard AS/NZS1328. Glulam can be used in almost any type of structure for architectural and structural purposes including domestic construction, recreational buildings, industrial structures requiring large column free spaces, and high quality architectural/structural uses in churches, shopping centres etc. Glulam is also used in joinery, bench tops, stair treads, stringers, handrails, etc where both the structural properties and aesthetic appeal of the timber are required. Glue Laminated Timber Offers Designers the Following Benefits • Large section sizes and long lengths • Strength - strength-reducing characteristics will only affect one part of one lamination. The strength and stiffness of the whole beam is not significantly compromised. The variation in strength for glulam beams is generally, but not always, less than that of sawn beams of similar size, and the stress grade of the complete beam is more than that of the individual laminates. • Dimensional stability – products have a high degree of dimensional stability as they are manufactured from seasoned timber. However, care needs to be taken if they are used externally or in an environment with rapidly changing humidity (such as a swimming pool enclosure). Swelling and shrinkage may lead to splitting or delamination of the beam. • Reliability – glulam is manufactured to strict quality requirements from stress graded timber of known structural capacity. There are glulam quality assurance programs operating in Australia, but not all manufacturers may belong to them. • Fire resistance – large sections have high fire resistance and can maintain load-bearing requirements and structural form for long periods. Fire ratings can be found using AS1720.4 or from test data. Laminated timber is available in a range of both softwood and hardwood species. Manufacturers generally produce their own range of sizes, so designers should check availability. However, many manufacturers are able to produce a variety of shapes and sizes at the designer’s request. Manufacture The laminates are arranged so that all grain is generally parallel, and the ends of the laminations are usually connected by either glued scarf or glued finger-joints to produce continuous lengths the same length as the glulam member. After application of a high quality permanent, rigid adhesive, the laminates are clamped together with a predetermined pressure, and allowed to cure. By staggering the butt joints in the laminates, very long glulam beams can be fabricated. Also because the beams are fabricated from smaller pieces, which can easily be bent, curved glulam beams can be fabricated at little extra cost. It is common practice to form a slight upward camber (hog) in straight glulam beams so that when carrying permanent actions, they appear flat. It is common in Australia to produce deep sections with the laminates horizontal, as shown in the diagram. In Europe, glulam has been used with face and edge lamination to produce deep sections with vertical laminations - a technique also used by at least one Australian producer. 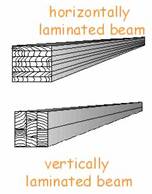
Glulam can be made with specially selected laminations for the outer edges of the beams. This makes optimum use of the timber. Finger Joints Glued “finger joints” are often used to give continuity to the laminations. The geometry of the finger joints enable a large surface area of glue to transmit the force across the discontinuity at the end of one portion of the lamination to the next portion. The shallow angle of the finger joints means that the glue transmits load in shear across the glue line. This is much more effective than direct tension across a glued butt joint. Good quality glued finger joints give performance that is comparable with the design tension strength of the lamination material. Quality control The performance of glulam relies on good quality control. This is incorporated in the provisions of <AS/NZS 1328>. Glued laminated timber is manufactured with attention to quality control of moisture content, end joints, mixing and applying adhesives, controlling glue line pressure and clamping time. Specification The following should be included in the specification of glue laminated timber: • Size • Stress grade (or manufacturers grade) • Service class • Surface finish (Appearance class) • Preservative treatment • Pre-finishing or protection • Handling and storage Creative Structural Members Standard glulam beams may be bought “off-the-shelf” in a limited range of cross sections and generally with a slight upward camber (cambered beams are clearly marked with “TOP” on the upper edge). However different cross-sections or shapes can be manufactured by arrangement. This means that designers can be creative with their designs provided sufficient lead time is given for the manufacture of their special order. Cambered Beams Camber can be built in to beams to reduce the visual effect of deflection under load. The camber reduces the overall deflection, but will not change the vibrational characteristics of the beam, or the extra amount it deflects under the application of a given loading (eg and imposed action). Curved and Tapered Beams Tapered beams are beams where the upper surface is sloped to provide roof drainage and architectural effect. They are made by stepping the laminates so that there are more laminates (and hence greater depth) at one end than the other. Beams can be produced with a single taper or a double taper. Double tapered beams have the highest point near the centre of the beam. Curved beams are made by curving the manufacturing jig. After gluing, the laminates are pressed up into a curved shape. The shape is held by the clamps, and after the glue has hardened, the shape is held by the beam. There are limits on the tightness of the curve that can be made without damaging to the wood, and curves and tapers also affect the stiffness and strength performance of the finished member. Service Classes Service classes relate to the environment (temperature and humidity) in which the member will be used in service. Different types of glues are used in the manufacture of beams with different service classes. More durable glues are used for higher service classes. All beams will require appropriate protection by paints or stains to give the required appearance and protection. Service class 1 – for use in indoor, controlled environments where the moisture content in the materials corresponds to a temperature of 20°C and relative humidity of the surrounding air only exceeding 65% for a few weeks of the year. This is the case for all air-conditioned buildings in Australia, and for other buildings except in coastal areas through the tropics. Service class 2 – moisture content in the materials corresponds to a temperature of 20°C and relative humidity of the surrounding air only exceeding 85% for a few weeks of the year. This is the case for non-air-conditioned buildings in Tropical Australia. Service class 3 – characterised by climatic conditions leading to higher moisture content than Service class 2, or where timber is directly exposed to sun and/or rain. This is appropriate for external timber or timber used in swimming pool enclosures. Appearance Classes Appearance grades relate to the aesthetic appearance of the visible surfaces of the glued laminated members. This classification bears no relationship to structural performance of the member. Any given glulam member can be finished to have any of the following appearance classes. Appearance Grade A (Select) – is intended for use in applications where appearance of the member is important and clear or painted finishes are used. Each surface of the member is planed, all surface voids are filled or repaired, and the resulting member sanded ready for a clear or opaque finish. (This type of finish is most commonly used with clear finishes). Appearance Grade B (Standard)– is used in applications where surface appearance is important but a machine planed finish is acceptable. It is similar to the Select finish, but voids are not filled and neither is the surface sanded. Where the beam can only be viewed from a number of metres away (as in an exposed roof beam), occupants may not see any difference between beams with Appearance Grade A and Appearance Grade B. Appearance Grade C (Utility) – is used in applications where appearance is not important (for example inside a roof space). No planing is used at all, and the cross section may be a little uneven, and excess glue will have marked all faces. Properties The hardness, density, colour and bearing strength of glulam members is given by the properties of the species used for the laminations. The bending, tension, compression and shear strengths of the beam itself and its Modulus of Elasticity is given for each of the glulam grades (GL grades in AS1720.1 section 7). Strength The effect of strength reducing characteristics is minimised by the distribution of these characteristics (knots, splits, slope of grain etc) throughout the member. Stiffness The stiffness of the timber is unaffected by the lamination process, and a laminated beam will therefore have a stiffness similar to the timber from which it was made. There will generally be less of a range in MoE for glulam beams compared with the range of MoE for the timber used in the laminations. Handling and Storage Care should be taken in the handling and storage of glued laminated products to ensure their visual and structural integrity. The use of fabric slings is recommended when lifting by crane, and the use of chains avoided to prevent bruising of the surface, especially corners. Glulam products should be stacked vertically on closely spaced, level bearers at least 150mm clear of the ground, and protected from the weather by tarpaulins or polythene sheeting around and under the stack. Where not specifically manufactured for exposed applications, glued laminated timber should continue to be protected until the roof is in place. Some manufacturers wrap their products in thin plastic wrap. This should stay on as long as possible, and certainly until the roof is installed. |